
GEA and CST partner to improve sugar processing efficiency

GEA and Chemical Systems Technologies (CST), an India-based engineering company specialising in process solutions for the sugar industry, have entered into a strategic partnership to accelerate the global adoption of decanter centrifuges in sugar mud dewatering. By combining GEA’s decanter technology with CST’s process expertise, the collaboration aims to support sugar producers in upgrading existing operations and improving total cost of ownership.
“For many sugar producers, improving yield alone is no longer enough; resource efficiency and operating costs are becoming equally critical. Decanter technology addresses exactly these challenges with measurable impact,” said Martin Neugebauer, Senior Director Business Line Renewables at GEA.
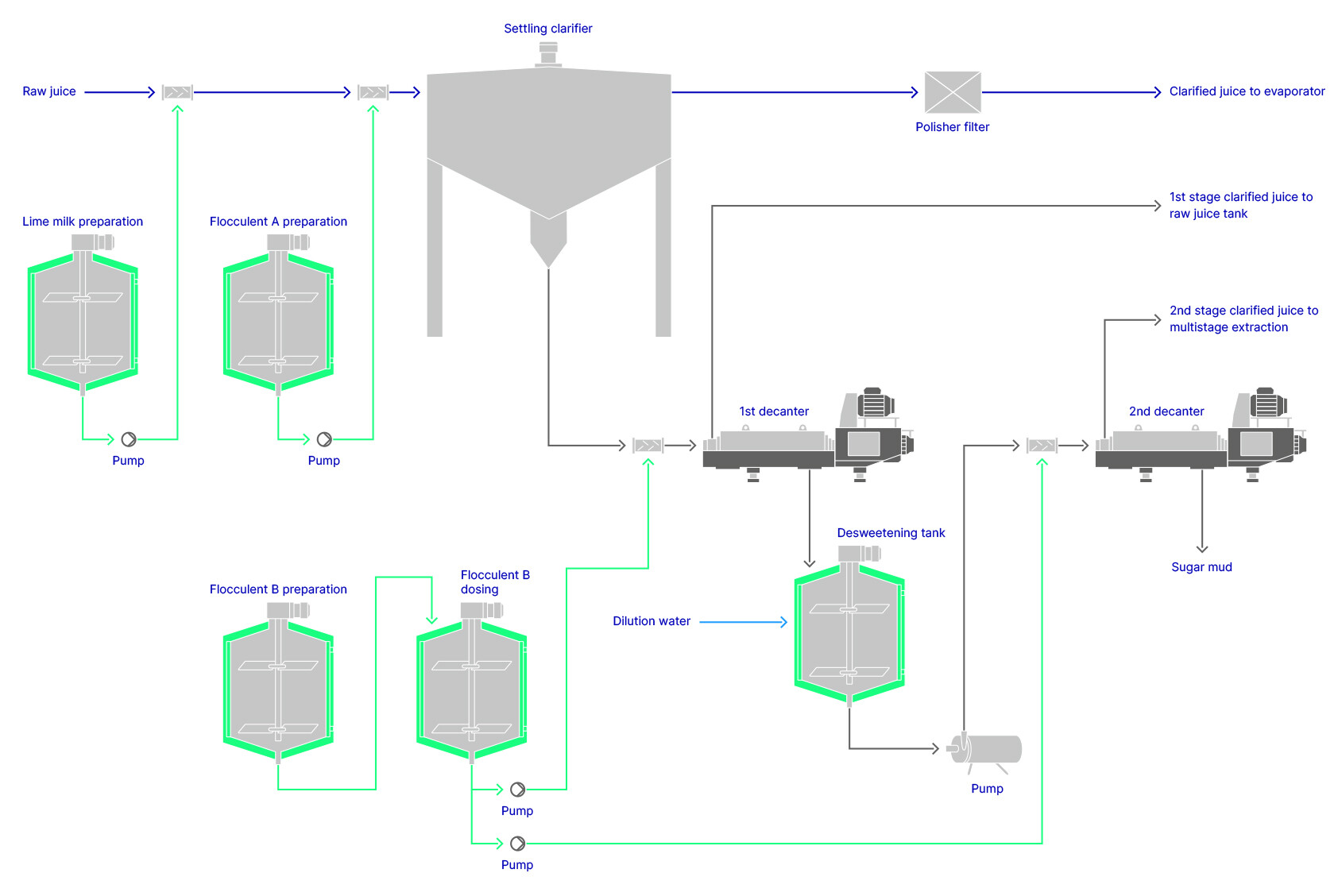
Sugar mill mud is produced during the clarification of sugar juice through lime milk treatment and subsequent sedimentation, typically in short retention time clarifiers (SRTC) or conventional clarifiers. Dewatering this mud is a standard step in sugar processing, and rotary vacuum drum filters (RVDF) have been the conventional technology of choice in mills around the world for decades. Belt presses are another established alternative. While both technologies are proven in the field, they share well-known limitations: high levels of water and steam consumption, dependency on filter aids, significant product losses, and labour-intensive operations that are difficult to automate and prone to variability.
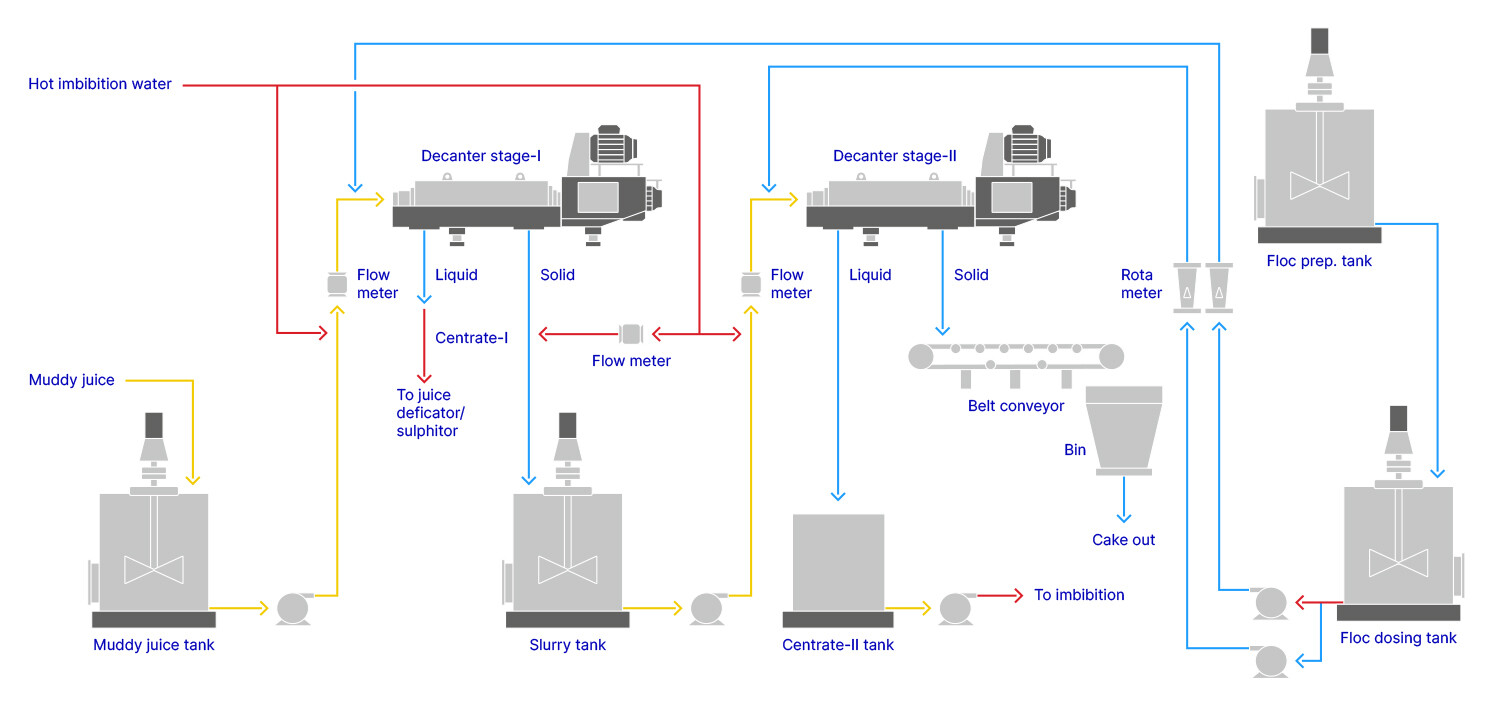
GEA decanters have been designed to provide a continuous, closed-process alternative that addresses these limitations, reducing operational complexity while improving resource efficiency. Following juice clarification, concentrated mud, which typically represents around 10–20% of the process flow, is fed directly to the decanter, where solids and centrate are continuously separated. The centrate is returned to the process, while the dewatered solids are discharged for disposal or further use.
“Based on nearly 50 decanter units installed across sugar mills in India, with capacities ranging from 3500 to 18,000 tons of cane per day, we have consistently seen producers achieve significantly lower product losses when switching from conventional de-sugarisation systems — reductions of up to 60% compared with rotary vacuum drum filters and up to 25% compared with belt presses,” said Anup Keserwani, Director CST.
Reference installations demonstrate an average sugar loss in cake of 0.03% on cane with decanter centrifuges, compared with 0.07% with RVDF. At a mill processing 10,000 tons of cane per day over a typical 150-day campaign, this difference equates to approximately 600 additional tons of recoverable sugar per campaign — a direct yield gain with no additional cane input or processing cost.
Resource efficiency under increasing pressure
Operational data from reference installations also show that decanter technology delivers measurable improvements in resource efficiency. Unlike rotary vacuum drum filters and belt filter presses, decanters operate as closed systems, which reduces the temperature drop at this stage. On average, the temperature drop in a decanter stage is approximately 2–5°C, compared with approximately 20–30°C in conventional open systems.
Water consumption is reduced accordingly: rotary vacuum drum filters require around 6% water on cane for de-sugarisation, and belt presses require up to 8%, while decanter centrifuges avoid the need for additional wash water in the de-sugarisation step.
As a result, decanter installations do not create additional steam demand, whereas rotary vacuum drum filters typically require around 1% steam on cane and belt filter presses around 1.2%.
Another advantage of the closed decanter stage is that it helps prevent impurities from entering the product. The closed system, combined with short retention time, high temperatures and no contamination from bagacillo, is designed to reduce microbial activity and thereby increase the purity of the end product.
For sugar producers looking to modernise their dewatering operations, the GEA–CST partnership is designed to provide a path from assessment through implementation to optimisation.
Bulla Dairy Foods selects AI platform for its contracting operations
Luminance in the UK has announced that Australian dairy company Bulla Dairy Foods has adopted its...
Food technologies on show at foodpro 2026
Fortifi companies will showcase a range of technologies for food production, packaging and...
Specialised gas solutions for a changing food industry
Niche Gas Products has launched Specialised Gas Technologies Australia (SGTA) — a dedicated...









