
Technology report — Muting in practice: when safety becomes a vulnerability

Muting allows the safety function on machines or systems to be temporarily bypassed so that material can be fed in or out through protective devices such as light curtains or laser scanners without interrupting the production process. Personal safety must be guaranteed at all times. Muting applications repeatedly reach their limits in practice, however, allowing incorrect operation and manipulation. In such cases, alternative security concepts are required.
Unconscious risks
Various types of muting are used in industrial automation: 2-sensor, 4-sensor, time-controlled or sequence-controlled processes. The international standard DIN EN IEC 62046 regulates the requirements for entry and exit stations with muting and stipulates in particular:
- Muting must be activated via at least two independent bridging signals
- Muting must offer protection against foreseeable incorrect operation or manipulation
The standard thus defines clear requirements for the implementation of muting applications. In practice, however, it is not always fully complied with — either because the specific application requirements are not fully known and may therefore differ from real-life conditions, or because risky compromises are deliberately made to achieve high process stability. As a result, safety functions become less effective, and manipulation or incorrect operation are more likely. For operators, this means an unconsciously increased liability risk and potentially serious consequences for employee safety.
Hazard 1: Safety gap due to ‘pallet muting’
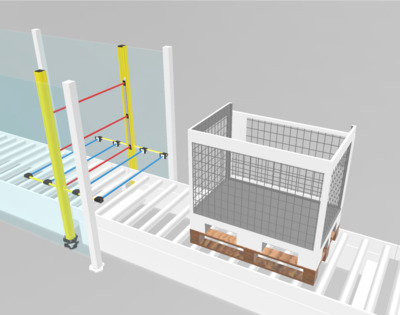
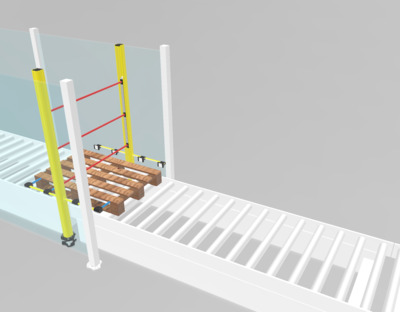
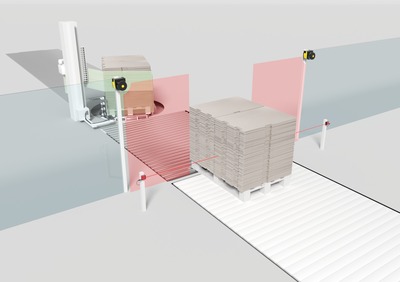
In automated systems, meshed containers or other objects that are difficult for muting sensors to detect are often fed onto or discharged from pallets (Figure 1). The openings in the mesh structure prevent the muting sensors from generating a stable switching signal, making it impossible to mute the safety device. In practice, the pallet itself is sometimes used as a muting trigger (Figure 2) — a procedure that is not permitted. A person could, for example, place an empty pallet in the safety device and thereby deliberately disable the protective device.
Solution: Smart Process Gating (SPG)
This safety gap can be reliably closed with Smart Process Gating (SPG). The bridging function is activated by two independent control signals without external muting sensors. The gating on the safety light curtain is activated by:
- a CS switching signal (control signal) from the system control as the first (initiation) signal;
- a PFI protective field interruption signal, triggered by the transported goods in the light curtain protective field, as a second (verification) signal.
The gating function is activated by the correct sequence of CS switching signal and protective field violation and is monitored by the light curtain. Shortly before the transported goods enter the protective field, the process control system (PLC) sends the CS switching signal to the safety light curtains. The timing must be set so that the distance between the transported goods and the protective field is less than 200 millimetres, preventing another person from passing through immediately before the goods. If the transported goods enter the protective field within four seconds, the light curtain uses its own PFI signal and suppresses a safety shutdown. Gating ends either automatically immediately after the conveyed material has passed through and the protective field has been cleared, or by resetting the CS switching signal via the PLC. This method enables a particularly compact and space-saving system design, as no additional muting sensors are required directly upstream or downstream.
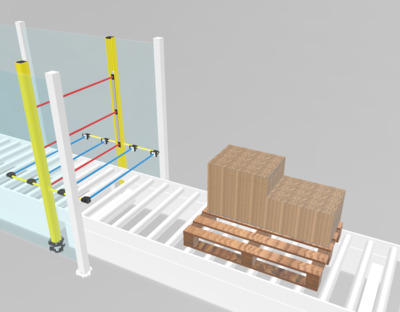
Hazard 2: Safety gap due to incompletely loaded pallets
If a pallet is only partially loaded, or if the transported objects are significantly narrower than the conveyor system, a gap will occur during muting. A person can enter the danger zone through this gap without the safety function being triggered. To close the safety gap, the standard limits the maximum permissible clearance next to the transported goods to 200 millimetres. In real-world applications, however, passage gaps are often significantly larger, making it easy to bypass the protective device.
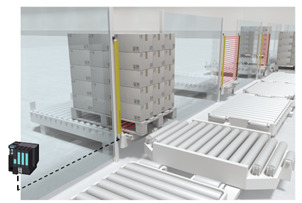
Solution: Access guarding with dynamic format adaptation
This hazard can be eliminated by means of access protection with dynamic format adjustment. Here, two safety laser scanners generate a joint, closed, vertical protective field. In addition, distance sensors installed on both sides of the conveyor belt detect the position and width of the goods on the pallet — alternatively, this can also be determined using the scanners’ integrated measuring function. The safety system uses this information to release a corresponding area in the protective field through which the transported goods can be conveyed without interruption. Access to the sides of the goods remains secured in accordance with standards. After the transported goods have passed through, the protective field is automatically closed again. If a person is walking or driving alongside them, this is also reliably detected. This safety solution’s innovative safety concept enables Performance Level d in accordance with EN ISO 13849-1.
For further information, visit: https://www.leuze.com/en-au/solutions-and-services/safety-at-leuze.
Leuze is exhibiting at:
CeMAT Australia 2026
DATES: 23–25 June 2026
MCEC, Melbourne. Stand P13
foodpro 2026
DATES: 26–29 July 2026
MCEC Melbourne. Stand G30
Provisur and Nothum partners with integrated food processing lines
Provisur Technologies and Nothum Food Processing Systems have partnered to provide a turnkey...
Proactive approach for detecting counterfeit alcohol could save lives
The laser technique developed by researchers at Adelaide University and the University of...
Why food manufacturing needs a digital backbone
The next chapter of Made in Australia will be defined not just by where products are made, but by...









