
Improving the energy efficiency of industrial refrigeration plants
Thursday, 04 November, 2010
Minimising the power consumption of industrial and commercial processes is gaining increased focus with rising oil and coal prices, as well as impending emission trading systems in Australia and elsewhere. The power consumed by large industrial refrigeration plant often makes up the major portion of site power used on refrigeration-intensive sites, such as food processing plants.
Many large industrial facilities that require refrigeration have been constructed, even until recently, with the design focus on functionality and installed cost - often with little regard for the cost of power.
This article outlines the design and control aspects of industrial refrigeration plants that lead to reduced energy efficiencies, how these aspects are quantified, and the measures that are available to improve the system efficiency.
The energy-efficiency equation is substantially complicated by issues such as heat recovery and the carbon cost of power. The latter aspect varies widely, depending on the degree of renewable energy available.
Design aspects that lead to reduced efficiencies
The energy efficiency of any refrigeration plant is fundamentally influenced by two basic parameters:
- The system mechanical design, including the selection of refrigeration concept, component selection and pipe design.
- The quality of the electronic control system and the control logic utilised.
Design decisions that have a substantial influence on plant power consumption are many and varied, but typical examples include:
- Plant concept: Two-stage, single stage, single stage economised, or cascade
- Refrigerant: Ammonia, carbon dioxide or freon
- Condenser type: Water cooled, air cooled or evaporative
- Evaporator type: Direct expansion or flooded
- Compressor: Model and make
- Piping: Pipe sizing and routing
Under- or over-sizing of components can reduce efficiencies in many ways. However, even the best designed refrigeration plant can perform poorly if the control system is too basic for the task. In many cases, especially where the plant experiences frequent load changes or load combinations, compressors can run inefficiently or even unnecessarily. Considering the large drive motors used in industrial applications, a 380 kW motor, for example, is a major operational cost if it runs more than it is really needed.
Common control issues that lead to excessive plant power use include:
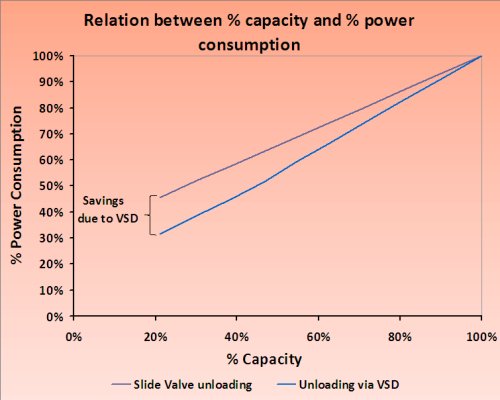
- Compressor slide unloading: Control of the cooling capacity of refrigeration plant using screw compressors exclusively by slide unloading is not usually efficient. Screw compressors generally do not unload efficiently with slide control, as shown in Figure 1.
- Multiple unloaded compressors: Compressor inefficiency is often exacerbated by many compressors in one plant room operating in an unloaded state at the same time.
- Constant plant pressure control: A compressor uses less power at low head pressures and higher power at high head pressures. Most plants run at constant head pressures throughout the year, winter and summer, and do not take advantage of the lower ambient temperatures in winter to reduce power.
- Inefficient fan control on evaporative condensers or cooling towers: Fan control is also a major factor contributing to energy inefficiency. Most systems use a simple fan staging strategy, effectively running fewer condensers at low load than during full load. But by doing so, opportunities for fan power savings are lost.
- Constant suction temperature control under all conditions: Often plants can run at higher suction temperatures during low load periods (for example, freezer rooms in winter).
- Defrost control on fixed timers: Using fixed timers means that there is not an opportunity to take advantage of the fact that evaporators can be defrosted less often during low load periods, and defrosts kept shorter.
Examples of energy-efficiency measures
Compressor staging and capacity control
Running screw compressors unloaded for considerable amounts of time can lead to substantial and unnecessary energy consumption.
Industrial screw compressors conventionally reduce in cooling capacity (unload) via their slide valve. Slide position is approximately representative of the refrigeration capacity of the compressor.
As indicated in Figure 1, with slide control, the reduction in refrigeration capacity of a screw compressor relative to power consumption is disproportionate. For example, at 30% slide position, the refrigeration capacity of a screw compressor is approximately 40% whereas the power consumption is excessive at approximately 60%. The alternative to slide valve control is to use a variable speed drive (VSD) to modulate the capacity of a compressor. As indicated in Figure 1, the reduction in refrigeration capacity relative to power consumption is essentially equal, particularly between 40% and 100% refrigeration capacity.
On plants with multiple operating compressors, usually installing a VSD on one compressor and staging the other compressors to run above 75% slide valve capacity provides energy-efficient operation.
Variable inter-stage pressure control
In a two-stage refrigeration plant, if the inter-stage pressure is set too low or too high it results in a reduced overall energy efficiency of the plant.
For an ammonia refrigeration plant with a suction temperature of -30°C and a condensing temperature of 35°C, the graph in Figure 2 illustrates the relationship between achievable savings and the inter-stage temperature/pressure. As condensing temperature reduces, the inter-stage pressure should be accordingly reduced to achieve optimum energy efficiency.

Refrigerant condensate sub-cooling
Refrigerant liquid (condensate) generated in the condensers of a refrigeration plant is generally at saturation conditions and is not sub-cooled prior to being fed to the low temperature vessels of the plant. By sub-cooling the liquid past the saturation point, system efficiency is increased due to reduced flash gas. Town water that is supplied to the heat rejection devices (water-cooled plants only) can be used to sub-cool the refrigerant liquid.
Figure 3 illustrates the improvement in efficiency (coefficient of performance or COP) of the system due to condensate sub-cooling by town water. As indicated, the amount of efficiency improvement depends on the town water supply temperature and the condensing temperature of the plant.

Analysing plant energy consumption and savings potential
Monitoring of the plant is an excellent starting point to quantify the amount of energy savings possible on an industrial refrigeration plant. Monitoring of compressor motor power, suction pressure, discharge pressure and the slide valve position of the compressors is sufficient to quantify energy savings if the production profile is known. A two-week monitoring period will capture most variations in capacity of the plant. In many instances, weekday operation could be vastly different from weekend operation, with compressors running substantially unloaded on weekends.
Data logging can be done via the plant PLC/SCADA system or with specialised logging devices. Once the logged data is collated, a set of calculations are done which will determine any possible annual energy savings on the plant.
Available measures to achieve an energy-efficient plant
Based on analysis of the monitored data and conducting detailed calculations, the next step is to determine the measures needed to be taken to achieve these savings. Any or all of the following measures could be taken.
- Implementation of variable speed control and efficient slide control (such as slide valve operation greater than 75% on all operating compressors). The additional advantage is that the screw compressors can run at a speed higher than the otherwise maximum speed of 50 Hz. The typical recommended speed range for a screw compressor with a VSD is 1450-3600 rpm, while the typical recommended speed range for a reciprocating compressor with a VSD is 400-900 rpm.
- Improving the compressor staging logic of the plant, especially on facilities with multiple operating compressors.
- Implementation of a variable plant pressure control algorithm that takes into account changing ambient and load conditions. In two-stage plants, the control algorithm would require to consider both inter-stage and head pressures.
- Implementation of variable speed control on the fans of the heat rejection devices (evaporative condensers or cooling towers).
- Implementation of variable cool room temperature logic. Where possible, low-temperature freezer rooms can be run at lower temperatures at night, to take advantage of the low ambient conditions and the extra cooling available from the refrigeration plant. In the daytime, the freezer can be run at slightly higher temperatures.
- Using town water supplied to the site to increase sub-cooling of liquid refrigerant.
- Implementation of a defrost management strategy to initiate defrost based on effective cooling load and terminate defrost based on coil temperature.
- Implementation of variable speed control on the fans of the room cooling units/evaporators.
- Implementation of inter-stage de-superheating techniques on two-stage refrigeration plants.
Apart from the above, a thorough design review of the refrigeration plant usually leads to the identification of site-specific design- and control-related issues that lead to overall plant inefficiency, such as incorrect air purging arrangement or under-sized suction/discharge lines, and so on.
Many of the abovementioned energy-efficiency measures require the definition of control algorithms with various input parameters, and the initial implementation may not yield the desired results. Suitably optimised control logic would yield better results, especially if the critical parameters are regularly observed and optimised.
How a refrigeration consultant can help
In many cases, it helps to engage the services of a specialist refrigeration consultant to help determine the appropriate strategy for increasing the efficiency of the refrigeration system. A competent and suitably qualified consultant can assist with the following:
- Analysis of site data to define the information requirements for analysis. Generally, a site visit is required to familiarise the engineer with the site details. The site visit also serves to identify design-related issues which may also contribute to plant inefficiency.
- Energy monitoring. Where energy monitoring is required and if a plant PLC/SCADA system with logging capabilities is not available, the consultant would be able to set up energy- and data-monitoring equipment. Alternatively, manual ‘snapshot’ measurements may be taken.
- Analysis of the data, identifying potential energy-saving projects and calculating the potential energy savings for each project.
- Conducting preliminary and detailed return-on-investment studies on the identified energy-saving projects.
- Assisting with the preparation of government funding applications, where such funding could be an advantage.
Government funding can help
There may be government energy-efficiency initiatives that can help in funding your refrigeration efficiency improvements. For example, in NSW, the Department of Environment, Climate Change and Water (DECCW) has established the Industrial Refrigeration Energy Efficiency program which aims to promote the widespread adoption of the abovementioned measures throughout the industrial refrigeration sector in NSW where site electricity consumption is less than 10 GWh/year. Industrial refrigeration specialists have been appointed by DECCW under this program to identify energy-saving technologies specific to each site and to develop business cases. Business cases studies can be subsidised by 70% of the actual cost of the study and provide the participating firms with a detailed report on investigation into the cost-effective, energy-efficiency measures that could be adopted. In addition to the above, at the discretion of DECCW, the program would potentially fund 100% of the engineering and project management costs during implementation and 30% of actual implementation costs up to a maximum of $20,000.
Food ingredient plant implements an electrification strategy
Schneider Electric, AVEVA and Royal Avebe have demonstrated a practical example of industrial...
Distillery cuts energy bills by 80%
A solar installation has delivered 100% renewable operations and a reduction in energy bills for...
Imperfect plums repurposed into new food products
By freeze drying surplus Queen Garnet plums, Nutrafruit has been able to upcycle the fruit into...









