
Shaking up machine changeover times on cartoning line
Thursday, 22 January, 2026 | Supplied by: Balluff Pty Ltd

Food and beverage manufacturers are producing an increasing variety of products and packaging materials. This requires smaller batch sizes, which means frequent machine changes to adapt to different packaging size formats. To remain competitive in today's market, fast and efficient changeovers are essential.
Efficient changeover operations are a constant challenge in the food and beverage industry, especially when the process is completely manual. Discovering whether the changeover process has been carried out completely and correctly can only be done by starting production and checking the parts produced. With such a large number of influencing factors, the machine may be down longer than planned in the process; material runs can also be more expensive than expected.
The challenge: manual processes cause inconsistencies
An American food manufacturer of shakes, protein bars and infant formula found that the format changeover time on its cartoning line was subject to large fluctuations — 90 minutes on average and up to four hours.
The time required to change the parts and set the change points depended to a large extent on one factor: the experience of the personnel. The time required for format adjustment varied from operator to operator.
The cartoner works with five different packaging sizes, each consisting of 10 changeover points. Many variables significantly increase the probability of errors. When setting the specified distances, the operators were guided by marks made on the machines. However, these were very imprecise, so the distances were set differently depending on the operator. There was no way to determine if all change points were in the correct position before production resumed. This often resulted in product and packaging waste.
The solution: guided format setting for optimised processes
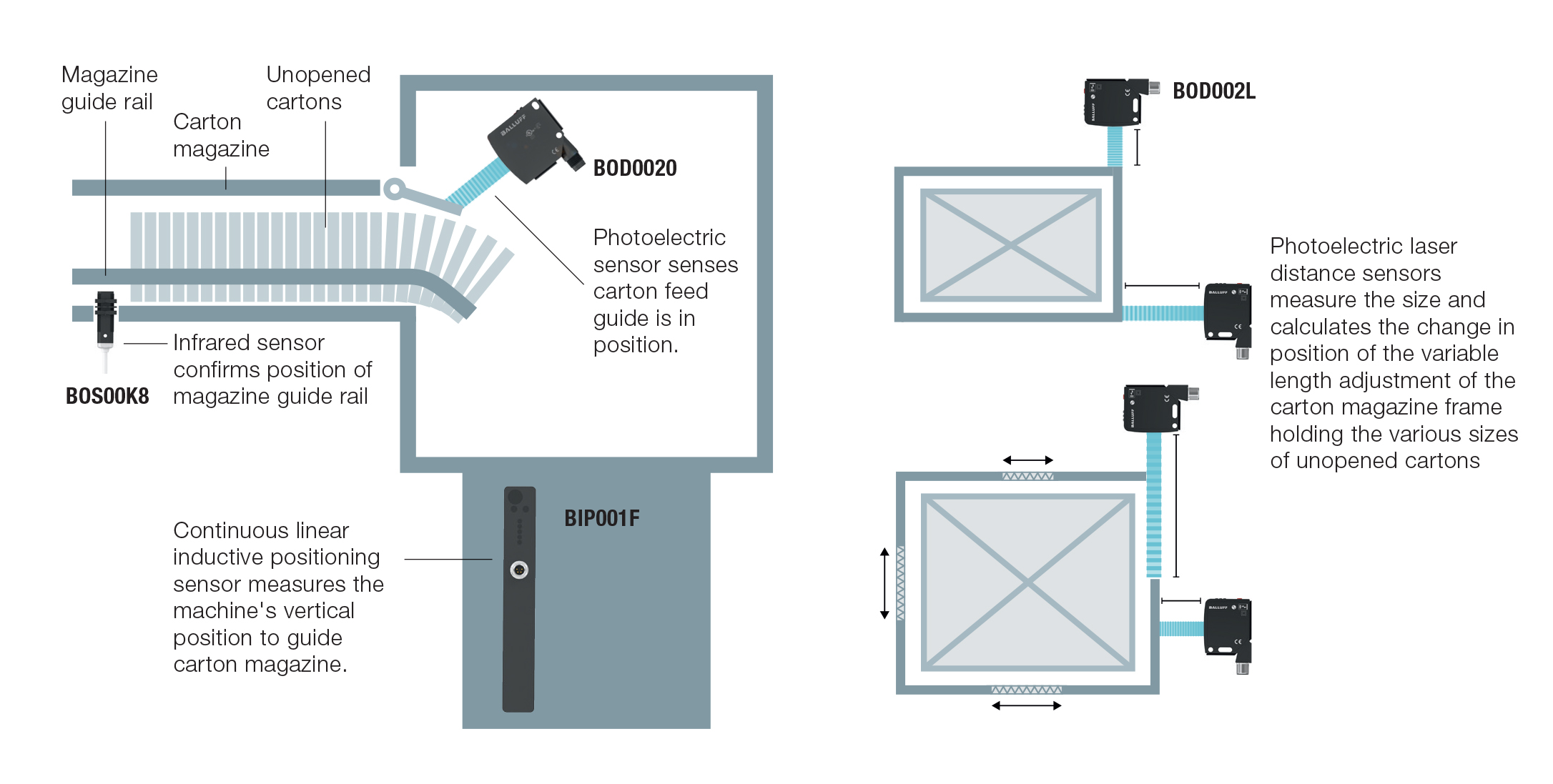
The manufacturer decided to test and then implement guided format adjustment using Balluff sensors on the most critical component of the machine, the cartoner’s magazine.
On the recommendation of Balluff experts, an IO-Link control architecture was installed that meets the particularly high hygiene and safety requirements in this washdown area.
Connected laser distance sensors and inductive position sensors detect the positions of the adjustable machine components during the changeover and considerably simplify a correct format change. The sensor connections on the BNI IO-Link network module also indicate the functional status of the connected sensors. This provides additional troubleshooting options during maintenance.
However, there was one hurdle to overcome: the cartoner’s machine control system was not modern enough to be connected to the IO-Link network module. But a solution was found for this as well.
A palletiser in the line had a newer machine control and could be connected to the IO-Link network module. The palletiser thus served as a bridge to the control of the cartoner. An output from the network module to the cartoner’s PLC serves as an indicator that all settings have been made correctly and the machine is ready for operation. With this solution, all components could be integrated into the existing plant structure without major intervention.
The result: error-free and efficient format adjustments
After overcoming the last hurdle, the food producer was able to retrofit the machine with linear position sensors and successfully implement guided format change.
With this IO-Link solution, the employees’ workflow changed. Instead of time-consuming manual testing of the correct settings at each individual position, the operator selects the desired format on the HMI. On the display, they directly see set values as well as current measured values of the connected sensors.
In addition, a programmable SmartLight shows the operator the status of the format change. It flashes blue and red when a change is required on the machine and lights up green when all components are in place. Both scrap and rework time have been significantly reduced as a result.
Changeover time has been minimised to 30 minutes — an improvement of at least 65%.
In addition, errors in the changeover process are easier to detect. Machine operators can now easily determine which components are not set correctly without having to make unnecessary material runs. Maintenance personnel can use the SmartLight to see remotely whether the changeover process has been carried out correctly.
The successful introduction of guided format change encouraged the manufacturer to implement additional change part detection and access control to the machine using RFID technology. Because the IO-Link architecture is modular and expandable, they were able to easily incorporate the RFID sensors without significant development effort or the need for a separate control architecture.
For more information, please contact sales@balluff.com.au.
Phone: 03 9720 4100
EXAIR Dual Hazardous Location Cabinet Cooler Systems
EXAIR's Dual Hazardous Location Cabinet Cooler Systems are designed to protect large...
WITT Gas Filter 77
The WITT Gas Filter 77 is designed to be suitable for the filtration of process gases used in the...
Atlas Copco GHS 402 - 902 VSD⁺ screw pump
The Atlas Copco GHS 402 - 902 VSD⁺ screw pump can provide high pumping speeds for the food...









